
专业解析生产过程中铝合金模具的影响
铝合金压铸是常用的一种金属成形方式。常用的压力为数十兆帕,填充速度(内浇口速度)约为16~80米/秒,金属液填充铝合金模具型腔的时间极短,约为0.01~0.2秒。用这种方法生产产品具有生产效率高,工序简单,夺铸件公差等级较高,表面粗糙度好,机械强度大,可以省去大量的机械加工工序和设备,节约原材料等优点,所以现已成为铸造业中的一个重要组成部分。

铝合金压铸件工艺简介:
铝合金压铸工艺是将压铸机、压铸模、和压铸合金三大要素有机的组合而加 以综合运用的过程。压铸时金属按填充型腔的过程,是将压力、速度、温度以及时间等工艺因素得到动态平衡的过程。这些工艺因素既相互制约,且相辅相成,只有正确选择和调整这些因素,使之协调一致,才能获得预期的结果。压铸过程中,不仅重视铸件结构的工艺性,铸型的先进性,压铸机性能和结构优良性,压铸合金选用的适应性和熔炼工艺的规范性。更应重视压力、速度、和时间等工艺参数对铸件质量的重要作用。
压铸过程主要工艺参数:
压力的存在是压铸工艺区别于其他铸造方法的主要特点。压力是使铸件获得组织致密和轮廓清晰的因素:填充比压是克服浇注系统和型腔中的流动阻力,特别是内浇口处的阻力,使金属液流保证达到需要的内浇口速度。增压比压则是决定了正在凝固的金属所受到的压力以及这时所形成的胀型力的大小比压对铸件机械性能的影响 :比压增大,结晶细,细晶层增厚,由于填充特性改善,表面质量提高,气孔影响减轻,从而抗拉强度提高。对填充条件的影响:合金熔液在高比压下填充型腔,合金温度升高,流动性改善,有利于铸件质量的提高。
铝合金压铸过程中,温度对填充过程的热状态,以及操作的效率等方面起着重要的作用。压铸中所指的温度是指浇注温度和模具温度,温度控制是获得优良铸件的重要工业因素。熔融金属的浇注温度是指它自压室进入型腔时的平均温度。由于对填充室内的金属液的温度测量不方便,一般以保温炉的温度表示。
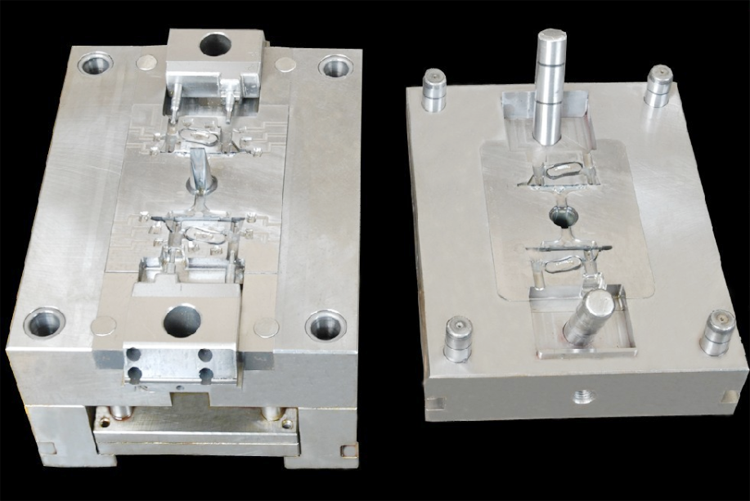
铝合金模具作用及影响:在铝合金压铸过程中,模具需要一定的温度。铝合金模具的温度是压铸工艺中又一重要的因素,它对提高生产效率和获得优质铸件有着重要的作用。在填充过程中,模温对金属液流温度、粘度、流动性,填充时间,直充流态等均有较大影响,模温过低时,表层冷凝后又为高速液流破碎,产生表层缺陷,甚至于不能“成型”,模温过高时,虽有利获得光洁的铸件表面,但易出现收缩凹陷。模温对合金熔液冷却速度、结晶状态、收缩应力均有明显影响。模温过低,收缩应力增大,铸件易产生裂纹。模温对模具寿命影响甚大,激烈的温度变化,形成复杂的应力状态,频繁的应力交变导致早期龟裂。 模温对铸件尺寸公差等级的影响,模温稳定,则铸件尺寸收缩也相应稳定,尺寸公差等级也得以提高。


